TMVT INDUSTRIES P. LTD.



Featured Products
Highest quality standards are achieved through the implementations of latest technology, decades of experience and everlasting moral values , which have helped us to retain our customers as well as multiply them.

Welcome to TMVT INDUSTRIES P. LTD.
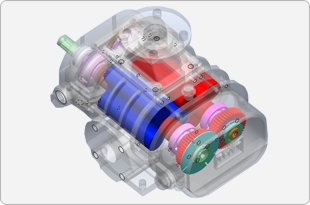
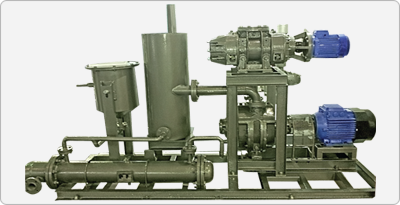
Liquid Ring Vacuum Pump

Salient Features:
The Liquid Ring Vacuum Pump has certain advantages such as :
Material Of Construction: Considering corrosive conditions of gas to be handled, construction of vacuum pump is selected. It is available in complete cast iron, complete S.S., partial S.S. or partial bronze construction.
Vacuum: Up to 50 mm Hg. Absolute using service liquid as water at 30°C. and higher (with water having less than 30°C)
Higher Vacuum: Higher vacuum can be obtained by using special oil or other service liquid. Also high vacuum can be achieved by using Liquid Ring Vacuum Pump as backing pump in series with mechanical booster.
Long Life and Low Maintenance Cost. : Pumps are robust in construction. Impeller with shaft is only moving part. Impeller has no contact with casing. Hence wear is negligible. These machines require very little maintenance and easy overhauling.
Vibration- free and Noiseless Operation: The sealant ring acts as a sound damper. Gas flow is non-pulsation type. Hence machines are comparatively noiseless and vibration-free.
Liquid and Vapor Handling: Liquid Ring Vacuum Pumps are capable of handling large quantities of vapor. It has also ability to handle small amount of liquid in the suction stream without causing damage.
Handling solid particles: Continuous flushing action permits handling of certain fibrous materials
Our Vision
* To embrace new technologies and methods. * To give unsurpassed products and services to the clients. * To constantly look for improvement and changes.
